- home
- my DT200WR
- engine
- my DT200WR
engine / エンジン関係
2009/08/19
クランクケース交換〜腰下オーバーホール vol.5 (クランクシャフト圧入)
エンジン組み立て
不具合箇所の修正や交換パーツの準備を終えたら、いよいよエンジンの組み立て作業に入ります。
ひとつのミスが致命傷にもなりかねない重要なパーツを多く扱うので、分解時の備忘録や記録写真などを見ながら慎重に作業を進めましょう。
ベアリングのケースへの打ち込み

まずはベアリングの選定です。
慣れている人の中には、ヤマハ指定品と同規格の汎用ベアリングを使用する方もいるようですね。
そのメリットはなんと言っても価格の安さです。ヤマハ純正品の1/2〜1/3とかなり安上がりになりますが…同じサイズのベアリングでも、その用途により内部のクリアランスが異なる(cf.高速回転用ならクリアランスは大きめ)など、サイズ以外の仕様も合わせて選定しなければならず、用途を間違えると最悪焼き付きや破損を引き起こす可能性もあるので、私はあえて冒険はせず、値段の高い(´Д⊂ ヤマハの純正品を使用しています。
それではベアリングを打ち込んでいきます。

管理人は熱膨張等を使わずに打ち込む力技をつかいますが、バーナー等を所有している方は、熱したクランクケースに冷凍庫で冷やしておいたベアリングを打ち込むと…手で押し込めるくらい抵抗も無く、スポッとはまるらしいです( ̄ロ ̄;)
注意しなければならないのでクランクケースの温度管理で、ヌルくても熱過ぎてもいけないようです。
ベアリングの打ち込みについては、ケース側は単純に熱くすれするほど入れやすくなりますが、局所的に極端に高温にしてしまうとケースに熱歪みが生じる恐れがあるからです。
例えばバーナーで炙るのであれば、ベアリング穴周辺を満遍なく加熱しなければなりませんし、その温度のそのさじ加減も、低い温度から徐々に温度を上げて、何度も試して習得するしかないでしょう。
私も次回、機会があればはこの方法を試してみたいと思っています(^^)
力技を使う場合は、ベアリング内輪に掛からないサイズのワッシャ等を選択する必要があります。

更に管理人は、ベアリングを最後までしっかり押し込むため、ワッシャと新品ベアリングの間に取り外した”捨てベアリング”を入れています。(どちらにしろ外輪のみに力が掛かるので問題はありません)
特にクランクシャフトベアリングについては最後までしっかり打ち込んでおかないと、クランクシャフトを圧入してケースを結合した際に、シャフトがケース(というかベアリング)に両端から押し込められた状態になり、クランク(というかベアリング)の回転が渋くなってしまいます。
その場合は作業を一からやり直す、もしくはベアリングが傷むことを承知でクランクシャフトごと修正するしかなくなります。ここでの作業は確実に行いましょう。
ちょうどいいサイズのワッシャやソケットが見つからない、またはこの方法に一抹の不安を覚える方は(笑)単純にハンマーで叩いて入れるのでも構わないと思います。

実際に叩いて入れてみると、それほど強く叩かなくてもベアリングは徐々に押し込まれていきます。
内輪を叩かないこと、そして真っ直ぐに打ち込むことに注意して、最後はお古のベアリングを当てて、しっかり最後まで打ち込んでやりましょう (  ̄ロ ̄)ノエイッ
また、管理人お勧め(?)の力技を使う場合でも、最初にハンマーで軽く叩いて水平に押し込んでおくと、最後まで曲がらずに入れやすくなりますよ。
ベアリングの圧入については、皆さんそれぞれ独自の方法論をお持ちだと思いますが、一番ベアリングに優しく安心な方法は、やはり熱膨張を利用する方法(を習熟すること)ではないでしょうか。
次回は管理人もバーナーを購入して挑戦してみます!(^o^)/
クランクシャフトベアリング等、全てのベアリングの打ち込みが完了したら、

ミッション等の組み付け前に、忘れずにギアオイル等を注油しておきましょう。
クランクシャフトのインストール
クランクケース側の準備も整ったので、クランクシャフトを組み付けます。
クランクシャフトの挿入には「クランクインストーラー」を使用します。

クランクインストーラーは、(右から)クランクインストーラーポッド/2,783円、クランクインストーラーボルト/662円、アダプターM12/861円の3点(それぞれ単体で購入可能。価格は税込みで2009年12月現在)で構成されています。
使用方法は、「インストーラーボルト」とクランクシャフトを「アダプター」で連結し、
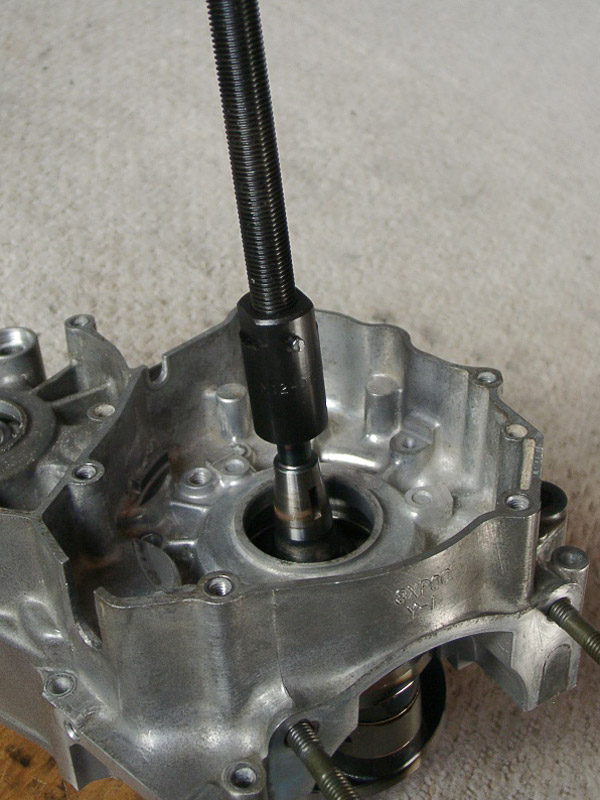
「インストーラーポッド」を”つっかえ棒”にして、クランクシャフトを引き込みます。
つまり、基本原理は先に説明したベアリングの圧入と同じです。

しかし実は、このまま素直にサービスマニュアル通りに作業すると、ベアリング圧入解説時に説明した「やってはいけないこと」をやってしまうことになります(-_-#)
インストーラーポッドの「ツバ」の形状がフラット且つ大きすぎるため、ポッドがベアリングに届きません。
つまり”つっかえ棒”がベアリングではなくクランクケースを支えることになり、ベアリング内輪が引っ張られる⇒その力をクランクケースに接している外輪のみで支える⇒歪みが生じ、ベアリングボールに「掛けてはいけない」ストレスが掛かる…というわけです。
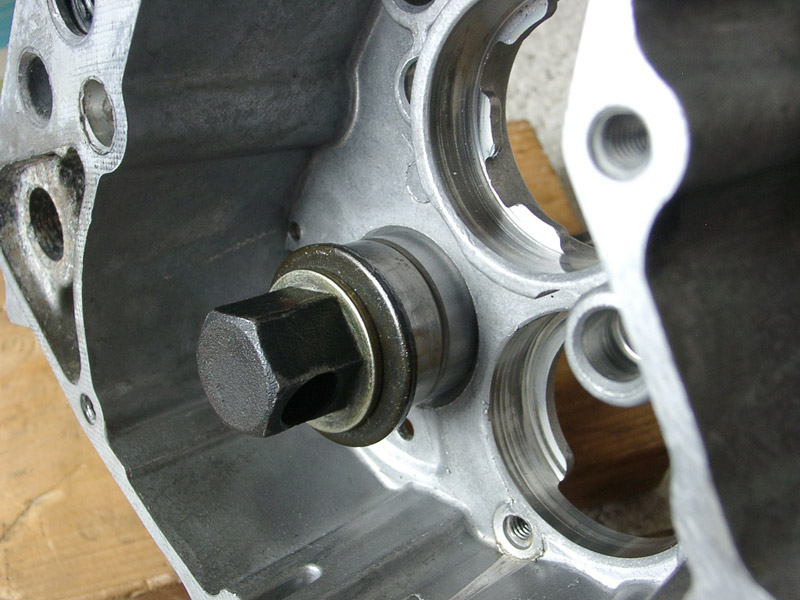
これを回避するために、今度はベアリング内輪のみに掛かる大きさのカラーを、ベアリングとポッドの間に当てやります。
(※クランクシャフトベアリングはケースに打ち込み済み。下は予備のクランクで撮影したヤラセ写真です…)

シャフトの最大径は25mmです。意外に大きく、手持ちの雑具の中にフィットするものがありません。
ホームセンターをハシゴして、やっと使えそうなものを見つけることができました(^^)
それにしても、サービスマニュアルではカラーの必要性について一言も触れていませんし、インストーラーも純正工具にもかかわらず、そのことを意識した形状になっていないというのはちょっとおかしな話ですよね…。私を含めた初心者は、普通に間違えると思います(-_-;)
まあ、今回の件に限らず、サービスマニュアルには単純な記載ミスなども結構あったりします(^^;)
ただ漫然とマニュアルに従うのではなく、一つ一つの作業を自分の中の常識と照らし合わせ、検証しながら進めていくべき、ということでしょうかね。
それでは実際に、クランクシャフトをベアリングに圧入してみます。
まず注意すべき点は、インストール作業中のコンロッドの位置です。

クランクケースに引っ掛けて捻じ曲げないように(゚д゚lll)、シリンダー開口部に逃がしておきます。
クランクシャフトは遠慮なく(笑)最後まで引き込みましょう。
先程も説明したように、引き込み量が足りず、クランクケースを結合する際にケース(というかベアリング)でクランクシャフトを押し込むような形になると、ベアリング内輪にスラスト方向の力が働き、ベアリングボールの動きを妨げてしまいます。
理想はクランクシャフトが左右ベアリング上に「浮いている」状態、つまり、ベアリングに圧入されたクランクシャフトが引っ張られもせず、押し込められもしていない状態です。
左右共に圧入されるタイプのクランクシャフトの場合は、繊細な圧入加減の調整が必要になりますが、DT200WRのクランクシャフトは、右側(クラッチ側)がベアリングに圧入されない構造のため、基本的にはシャフトが突っ張らなければ(=引き込み量不足にならなければ)問題ないと考えられます。
圧入し終えたら、一度仮にクランクケースを合わせてみます。
結合ボルトも規定のトルク(0.8kgm)で締め付けます。
クランクケースボルトを締め付ける際は、内側のボルトから締めていき、中心から外側に徐々に押し広げるように外側のボルトを締め付けていくこと、そして締め付けは2〜3回に分けて行うことに注意してください。
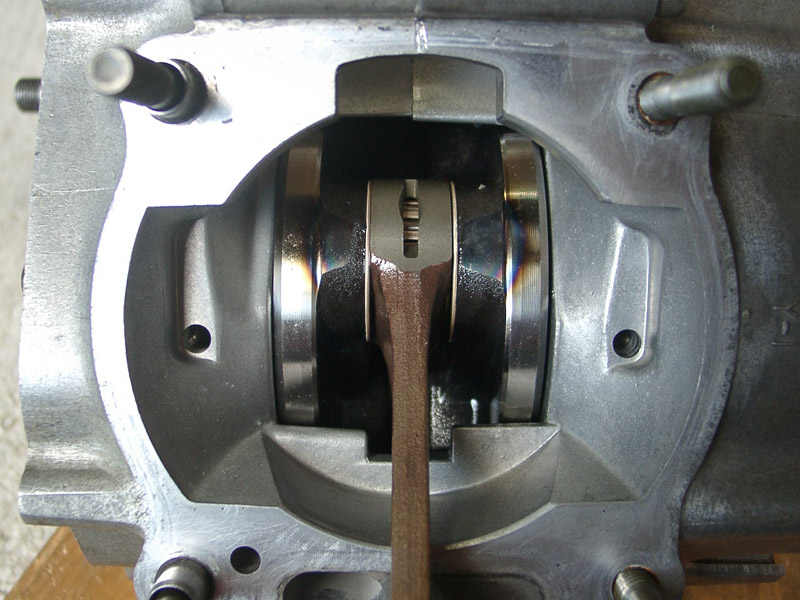
うーん、クランク位置が微妙にクラッチ側(画像では向かって左側)に寄っていますね…。
ベアリングの押し込みが足りなかったのかもしれませんが、とりあえずクランクは裸の状態に近いレベルでスムーズに動くので、まあこれでOKとしましょう(^^;)
また、この時点でスムーズに回らなくても、ベアリングの位置あわせ(結合後のクランクケースをプラハンで叩いて左右ベアリングの中心位置を調整する)を行うことにより、改善されることもあるので、作業を間違いなく行ったにもかかわらずクランクの回転が思わしくない場合は、引き続きケース位置の調整を行い、スムーズに回るようになるか試してみてください。
トランスミッションの組み込み
組み付け前に、ミッションギアやシフトカム、シフトフォークガイドバーにギアオイルを塗付しておきます。
そして、
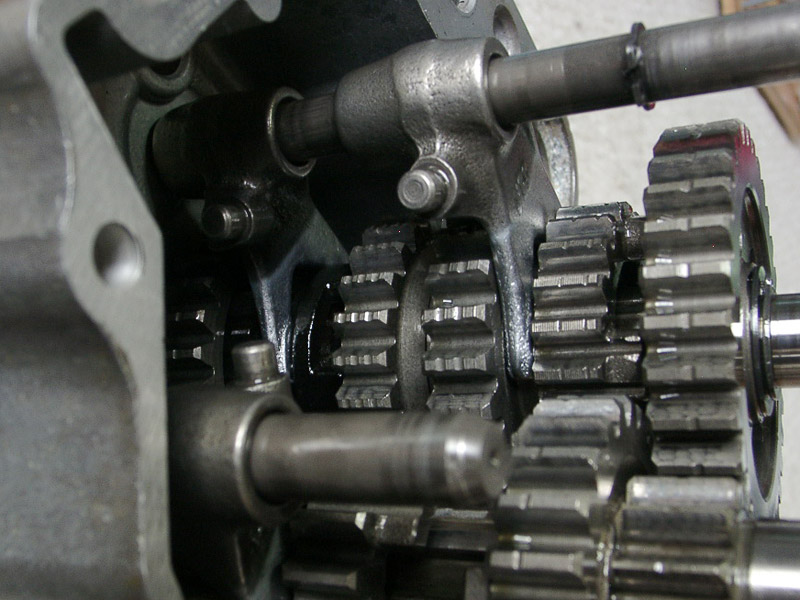
1. メインアクスルass'y およびドライブアクスルass'y を取り付け、そこにシフトフォークを、記号(番号)を手前に向けて取り付けます。(シフトフォークはミッションギアの溝部に引っ掛かり浮いた状態です)
2. シフトカムを取り付け、シフトフォークのダウエルピンとシフトカムの溝部を合わせて、
3. 最後にシフトフォークガイドバー(シャフト)をシフトフォークに通して串刺しにします。

…作業に熱中しすぎて、途中の画像を撮影し忘れてしまいました(-_-;)。すみません。
この辺の作業はサービスマニュアルを参考にしてください。
完成形はこのような感じになります。
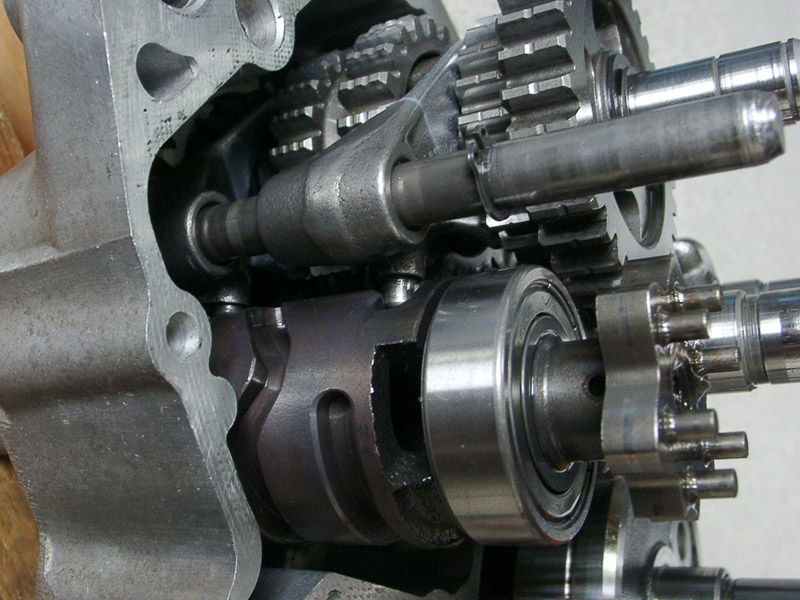
あとは組み込んだメインアクスル、ドライブアクスル、シフトカムがスムーズに回るかを確認し、

問題が無ければ、クランクケースを閉じてしまいましょう。
クランクケースの結合
クランクケースを結合する前に、ベアリングカバーを忘れずに装着します。
前回のOHでは付け忘れたままクランクを閉じてしまいました(^^;)

ここのボルトはネジロック剤の塗付が指示されています。
ヘッドがプラスの鍋ネジで取り外しが大変なので、キャップボルトに交換しました。
クラッチ側のクランクシャフトオイルシールを打ち込みます。

かなり手ごたえがあり、指の力のみで押し込むのはなかなか困難です。
うまくいかないときはベアリングインストーラー(またはそれに準ずるもの)を使用して圧入しましょう。
オイルシールリップ部へのグリスの塗布も忘れずに。
バランサーウェイトを装着します。

ウェイトベアリングへのギアオイルの注油も忘れずに。
いよいよクランクケースの結合です。
液体ガスケットを塗付する前に、ブレーキクリーナー等でクランクケース合面を丁寧に脱脂しておきます。

クリーナーを直接吹き付けるとギアやベアリングまで脱脂されてしまいますので(^^;)、クリーナーを吹き付けたウエス等で拭き取ります。
糸くずなどが落ちないように注意して作業してください。
クランクケース合面に液体ガスケット(耐熱)を塗付します。サービスマニュアルでは「ヤマハボンド1215」が指定されていますが、管理人はYSPで勧められた「Treebond 1211F」を使用しています。
(多分、「ヤマハボンド1215」もスリーボンドのOEM商品でしょう)

ガスケットは薄く、ムラ無く塗ります。
少しくらいはみ出しても、外側であれば硬化する前に拭き取ればよいだけなので特に問題ありませんが、内側、特にクランク室に大きくはみ出してしまうと、場合によっては混合気の流れに影響が出てしまうかもしれません。
ケース合面は、基本的にきれいな平面でぴったりと重なりますから、厚く塗る必要はありませんよ。
クランクケースを合わせる前に…ダウエルピン2本とダンパーカラーを装着します。

あとはクランクケースをゆっくり合わせます。
シフトカムセグメントの星型とクラッチ側クランクケースの切り欠きをぴったり合わせて組み付けます。

すんなりはまらないときはプラスチックハンマーなどで叩いて位置調整するよう指示されています。
今回譲っていただいたクランクケースは特に抵抗も無く嵌まりました(^^)v
最後に、クランクケース締付ボルトを0.8kgmで締め付けます。
なお、クランクシャフト圧入の項目でも説明しましたが、クランクケースボルトは内側のボルトから外側に向けて押し広げるように締め付けていくこと、そして締付けは2〜3回に分けて行うことが指示されています。
ケースの歪みを排除するための配慮ですね。

ボルト10本と、冷却水パイプのステーと共締めにされる1本も忘れずに締め付けておきましょう。
ここを忘れると、後でちょっと面倒なことに…。

ちなみにクランクケース締付ボルトも全て、キャップボルトに変更済みです。
キャップボルトに変更すると、トルク管理が楽になりますよ〜(^^)

クランクケースの結合はこれで完了しました。
あとはクランクシャフトの動きを確認し、スムーズに回転しない場合は、クランクケースをプラハンで軽く叩いて左右ベアリングの位置調整を行ってください。
なお、液体ガスケットは完全に硬化するまで約3日(※商品によります)ほどかかるので、それまでギアオイルの投入は控えましょう。
次は、A.C.ジェネレーターおよびクラッチ装着のレポートです。